Технология производства
Технологический цикл производства газобетона предусматривает проведение сложных операций, невозможных без современного дорогостоящего оборудования. Автоклавная обработка увеличивает прочность материала, а технология производства обеспечивает равномерность распределения пор.
Мы предстваляем Вашему вниманию стеновой материал из ячеистого бетона автоклавного твердения под торговой маркой PORITEP, изготовленный по традиционной рецептуре на современном и полностью автоматизированном оборудовании немецкой компании Wehrhahn. Производственная линия ecoPLUS с проектной мощностью 285 000 м³ в год, установленная на предприятии, позволяет выпускать стеновые блоки различных плотностей от 300 до 600 кг/м³. Линия резки дает возможность производить блоки толщиной от 50 до 500 мм с шагом 5 мм.
Для Вашего удобства мы подготовили для Вас видео производства и представили по отдельности все этапы производства блоков PORITEP.
- Сырьевые материалы
- Помол и смешивание компонентов
- Дозирование компонентов
- Заливка форм
- Созревание массива
- Резка
- Автоклавирование
- Упаковка
Автоклавный газобетон производится из смеси кремнеземистого компонента, цемента, извести, гипса, воды и газообразователя.
Сырье сопровождается постоянным входным и пооперационным контролем, осуществляемым заводской лабораторией, оснащенной самым современным оборудованием, аттестованной на проведение испытаний и анализ всех видов сырья, а также определение конечных характеристик готовой продукции.
|
||

Кремнеземистый компонент и гипсовый камень хранятся на закрытом складе завода. Кремнезёмистый компонент является экологическим чистым основным составляющим элементом в производстве блоков. В процессе подготовки к производству он проходит очистку от натуральных природных примесей, что существенно повышает его качественные характеристики.
 |
| Силоса сыпучих материалов |
Цемент и известь, в виде порошка, завозятся автотранспортом и разгружаются напрямую в рабочие силоса сыпучих материалов.
Введение извести сокращает расход цемента и одновременно увеличивает щелочность раствора, обеспечивая энергичное протекание реакции газообразования. Материалы, применяемые для изготовления ячеистых бетонов, соответствуют требованиям ГОСТ.
Компания работает с крупнейшими поставщиками сырьевых материалов в России, что дает гарантию высокого качества основных компонентов. Дополнительно, входной контроль сырьевых материалов исключает возможные отклонения технических параметров компонентов от требований технологического процесса производства. Жесткое соблюдение рецептуры позволяет получать конечный продукт по заявленным характеристикам выше требований ГОСТ.
Вода для производственного процесса берется из Новомичуринского водохранилища, которое является искусственным водоемом. Сегодня его используют для летнего отдыха – рыбалки, подводного плавания и пр.
 Кремнеземистый компонент и гипс загружаются фронтальным погрузчиком в питающие бункера, с которых транспортируются ленточным транспортером и подаются в шаровую мельницу , где подвергаются мокрому помолу.
Кремнеземистый компонент и гипс загружаются фронтальным погрузчиком в питающие бункера, с которых транспортируются ленточным транспортером и подаются в шаровую мельницу , где подвергаются мокрому помолу.
Приготовленный прямой шлам подается в бассейны для накопления
 |
 |

 |
| Главный смеситель |
Дозирование компонентов в главный смеситель осуществляется в автоматическом режиме. Сначала подается прямой и обратный шлам с весов жидких компонентов, горячая и холодная вода (двигатель смесителя работает на малых оборотах), затем двигатель начинает работать на больших оборотах, происходит подача цемента и извести. После перемешивания компонентов добавляется заданное количество алюминиевой суспензии, смесь дополнительно перемешивается.
 |
| Подача цемента и извести |
Содержимое миксера заливается в большие формы через отверстие в нижней части мешалки при помощи заливочного рукава.
 |
| Заливка в форму |
Формы до заливки проходят предварительную очистку и смазку минеральным маслом, для предотвращения сцепления смеси с металлом форм.
 |
| Смазка формы |
Равномерность смеси гарантируется за счёт воздействия высокочастотных виброигл, которые кратковременно опускаются в форму.
 |
| Виброиглы |
Важнейшей технологической особенностью получения высококачественных газобетонных изделий максимальной пористости и достаточной прочности является создание оптимальных условий для двух одновременно протекающих процессов газовыделения и газоудержания. Необходимо обеспечить соответствие между скоростью реакции газовыделения и скоростью нарастания структурной вязкости цементного теста или раствора. При этом выделение газа должно как можно полнее закончиться к началу схватывания системы цемент - вода. Протекание процесса газообразования определяется большим количеством различных факторов. Наибольшее влияние на скорость этого процесса оказывают вид, количество и свойства газообразователя, щелочность и температура среды и т. д.
Перемешивание газобетонной массы должно продолжаться 2-3 мин. В настоящее время применяют высокоскоростные пропеллерные мешалки. Тщательное перемешивание массы обеспечивает однородность смеси и равномерность вспучивания. Излишняя продолжительность смешивания вредна, так как возможно начало интенсивного газообразования в мешалке. При этом теряется часть выделившегося газа и при заливке в формы газобетонная масса не даст нужного вспучивания.
Через некоторое время бетонная смесь поднимается и заполняет форму. Происходит формирование ячеистой структуры будущего газобетона. После того, как массив поднимется, необходимо еще некоторое время для его предварительного твердения, которое проходит около 180 мин на участке созревания, при температуре не ниже 50°C. Это необходимо для набора определенной структурной прочности массива, достаточной для последующей его распалубки и резки на блоки. Срок созревания зависит как от технических параметров сырьевых компонентов, так и от внешних условий. Как только массив приобретет достаточную твердость для последующей резки, форма автоматически транспортируется из зоны созревания на кантующий манипулятор.
 |
| Форма перед камерой созревания |
Плотность ячеистого бетона и его пористость зависят и от расхода пороообразователя, и степени использования его порообразующей способности. Некоторое влияние на них оказывают температура смеси и количество воды, принятое для затворения смеси, т. е. водотвердое отношение В/Т (отношение объема воды к массе вяжущего вещества и кремнеземистой добавки). Увеличение В/Т повышает текучесть смеси, а следовательно, улучшает условия образования пористой структуры, если обеспечивается достаточная пластичная прочность смеси к концу процесса газообразования.
Массив, находящийся в форме в горизонтальном положении освобождается от корпуса формы и переворачивается на 90º с помощью универсального кантователя. В результате массив ставится на специальный автоклавный поддон в вертикальном положении, который в свою очередь устанавливается на транспортную вагонетку линии резки.
| |
| Освобождение массива от корпуса формы |
Сама форма проходит через станцию автоматической смазки, на которой распылителями наносится тонкий слой разделительного масла, и затем форма подается для заливки в начало нового цикла.
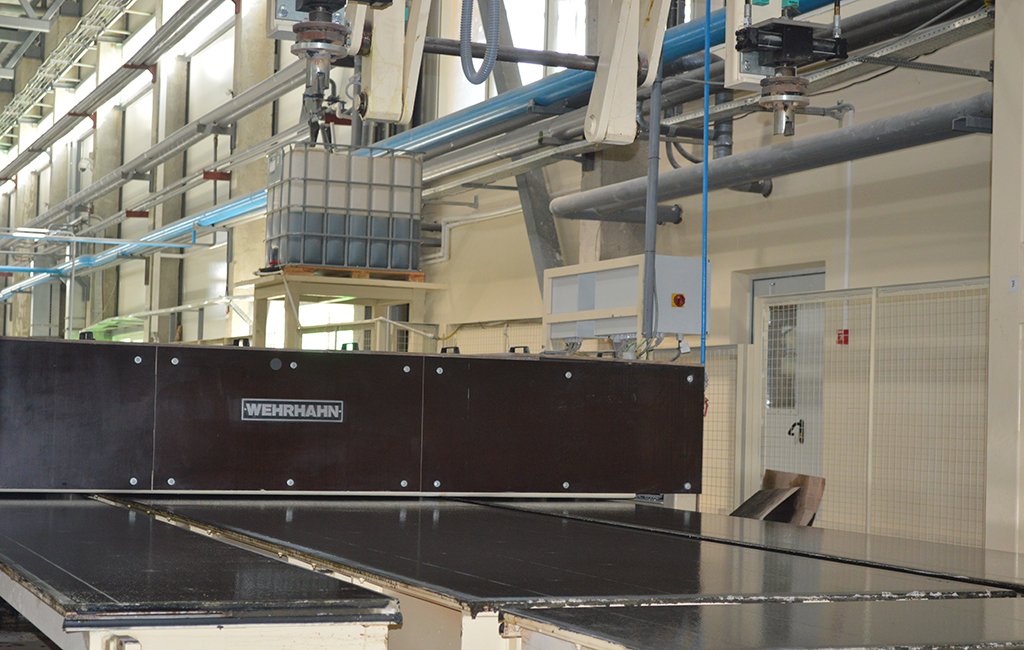
Линия резки – это сердце газобетонного завода. Технология WEHRHAHN совершенствовалась десятилетиями, и сегодня она обеспечивает точность резки, с допусками по толщине и высоте не более 0,5 мм. Массив обрабатывается на линии резки с помощью тонких струн и ножей исключительно в вертикальном положении - это гарантирует самую высокую точность.
 |
| Резательная линия |
Массив находится на отдельном автоклавном поддоне и перемешается через отдельные секции линии резки.
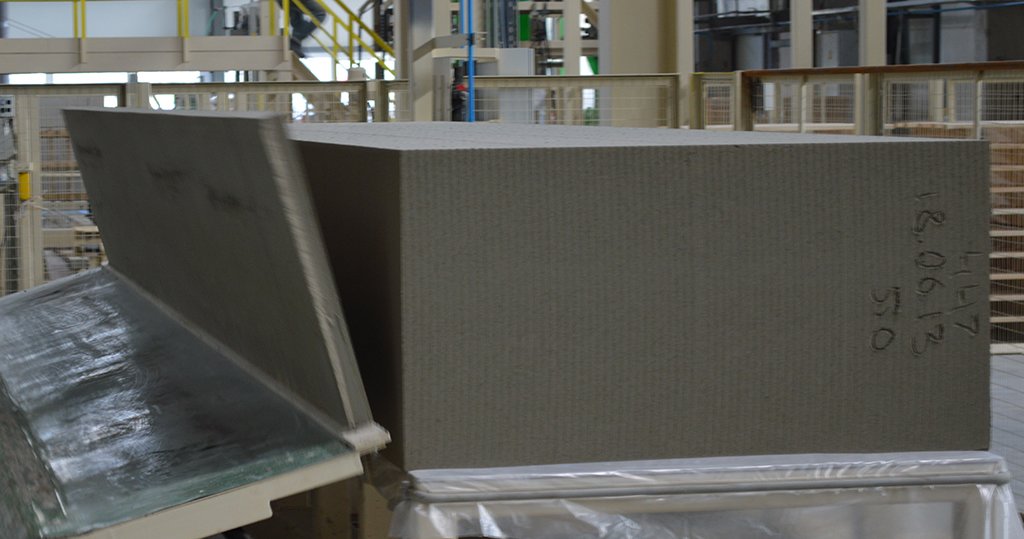
- Устройство вертикальной, предварительной и последующей боковой резки обрезает массив по длине, высоте и ширине до размеров 6000 х 1200 х 625 мм. Оно оборудовано боковым триммером с режущими струнами и ножами. На этом этапе также может осуществляться резка с профилем «паз-гребень». Разрезанный массив кантуется в горизонтальное положение и проходит на автоклавном поддоне через установку удаления нижнего слоя. Затем массив снова кантуется в вертикальное положение и возвращается на линию.
 |
| Поперечная резка зеленого массива |
- Горизонтальная резка осуществляется посредством пневматически натянутых стационарно установленных струн
- Автомат поперечной резки производит точный вертикальный разрез массива посредством пневматически натянутых струн. Режущая рама со струнами двигается сверху вниз и обеспечивает точную резку блока по высоте.
После вакуумный колпак поднимает верхний срезанный слой и сбрасывает его в шлам-канал под линией резки.
Горизонтальная и поперечная резка осуществляется пневматически натянутыми проволочными струнами толщиной 0,6; 0,8 мм. Натяжение струн производится пневматическим натяжным устройством для каждого элемента, которое позволяет произвести простую настройку в пределах шага 5 мм. Линия резки оборудована системой контроля над обрывом струн.
Все срезанные остатки и обрезки массива сбрасываются в шлам-канал. Обратный шлам направляется в ёмкости под линией резки, оборудованные мешалками и размалывающими устройствами, из которых затем перекачивается в шлам-бассейны обратного шлама с помощью шламового насоса (рис. 9) для последующего использования.
 |
| Удаление верхнего слоя |
 |
| Удаление нижнего подрезного слоя |
 |
| Накопительные пути |
На следующем этапе производственного процесса многофункциональный манипулятор переносит поддон с массивом в зону накопительных путей. Таким образом, на один путь собираются в тупиковом порядке восемь тележек, каждая с четырьмя массивами, образуя «состав» в 144 м³.
 |
| Автоклав (внутри завода) |
Когда один автоклав (длина: 49,7 м; диаметр: 3 м) готов к принятию тележек, начинается загрузка. Операция загрузки и разгрузки автомата занимает примерно один час. Накопительные пути оборудованы приводами, которые двигают тележки по отдельности к траверсному транспортёру, который в свой очередь перемещается поперечно перед автоклавами и толкает тележку в соответствующий. Операция повторяется до окончательной загрузки, и после закрытия автоклава начинается автоклавная обработка.
Выдержка блоков в автоклаве обычно длится 12 часов, однако это время зависит от характеристик сырья и объемной плотности продукта. После закрытия крышки создается вакуум в -0,5 бар. В течение 1,5–2 часов происходят подъемы температур до 190°C и давления до 12 атмосфер, которые поддерживаются приблизительно в течение шести часов. Вывод автоклава из рабочего режима длится около 1,5–2 часов. По окончании этой фазы крышку можно открывать.
 |
| Зона остывания |
При автоклавировании образуется уникальная кристаллическая структура. Именно за счет нее автоклавный газобетон становится существенно более прочным по сравнению с неавтоклавным материалом.
После автоклавной обработки массивы направляются в зону ожидания для остывания.
Из зоны ожидания массивы подаются на линию механического разделения, затем в зону накопления для последующей упаковки.
Разгрузочный кран переносит массивы на столешницу с последующей укладкой непосредственно на деревянные поддоны, которые подаются в автоматическом режиме. Затем поддоны с блоками упаковываются в stretch hood пленку и перевозятся вилочным погрузчиком на склад готовой продукции.
 |
| Упаковка в пленку |
 |
| Склад готовой продукции |

